


Eine immer gerne gestellte Frage ist, wie ich den Extruder einstelle, sodass die richtige Menge Filament extrudiert wird.
Durch diverse Gegebenheiten oder einen anderen Schritttreiber sind die standardmässig eingestellten Steps aber nicht immer die richtigen. Wir erklären euch, wie die Steps für den Extruder richtig ermittelt werden.
Der Extruder soll, wenn 10 mm gefordert werden, 10 mm Filament extrudiere. Dieses sollte als Erstes überprüft werden:
Messt und markiert (Wasserfester Schreiber) 100 mm ab der Stelle, an der das Filament in den Extruder eintritt. Nun geht dies am einfachsten, wenn du dich mit dem Drucker verbindest über USB oder die dir gegebene Möglichkeit. Extrudiere dann über dein Maschinenkontrollfenster 10 mm Filament (Nicht zu schnell ca. 3 mm/s) Danach sollte noch 90 mm bis zur Markierung über sein. In den meisten Fällen sind das aber nicht 90 mm, sondern weniger oder mehr.
Um dann die richtigen Steps zu berechnen, muss folgende Formel angewandt werden:
(geforderte Länge / reale Länge) * aktuelle Schritte = neue Steps (10 / 10.5) * 437 = 416.190
Das bedeutet also, bei 89.5 mm Rest wurden 10.5 mm extrudiert, gewünscht hatten wir 10 mm. Mit dem Befehl “M503” wird euch der derzeitige Wert der Schritte angezeigt (letzter Wert ------“E”)
Beispiel: M92 X100.00 Y100.00 Z400.00 E437.00
Somit haben wir also alle Werte, die wir zum Rechnen benötigen und füllen die Formel mit unseren Beispielwerten wie folgt:
(10 / 10.5) * 437 = 416.190 Den errechneten Wert geben wir dann wieder per M92, am besten als komplette Zeile ein, und speichern mit M500:
M92 X100.00 Y100.00 Z400.00 E416.190 M500
Danach kann zur Kontrolle noch einmal bei 100 mm markiert werden und das gleich nochmals durchgespielt werden. Wenn alles passt, hast du deinen Extruder richtig kalibriert.
Rückzugseinstellungen ermitteln
Die Rückzug- oder Retracteinstellung hängen von diversen Parametern ab.
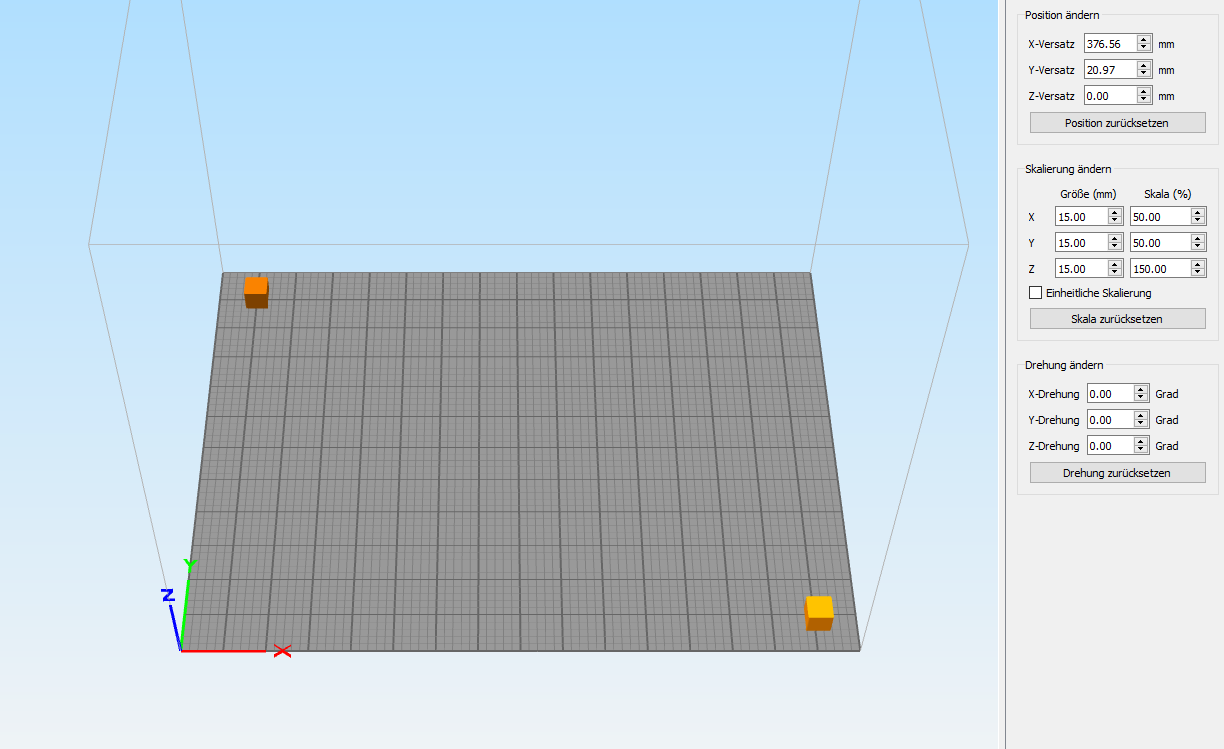
Hotend – Temperatur – Fahrgeschwindigkeit – und bei Bowdenantrieb die Schlauchlänge am einfachsten lässt sich der richtige Wert mit einem Testdruck ermitteln, der wie folgt aussieht: Verwenden einen kleinen Würfel von 15mm*15mm*15mm diesen positionierst du, wie im Bild gezeigt, in den Ecken.
Stellen nun bei deinen Standard-Druckeinstellungen die Rückzugsdistanz auf einen Wert von: Direkt-Extruder 1 mm (nicht über 1.5 mm) Bowden-Extruder 5 mm (nicht über 6.5 mm) Die Einstellung sollten immer im 0.1 mm Bereich verändert werden
Danach kannst du den Druck starten. Wichtig nimm alle Abwisch- und Ausrollfunktionen raus nur den Z-lift beibehalten, wir verwenden 0.5 mm für diesen.
Die Extruder Geschwindigkeit sollte eigentlich nicht über 30mm/s sein, da sich sonst das Filament abreiben kann.
Sehr viel mit der Fadenbildung hat auch die Leerfahrt (Fahrt ohne Druck) zu tun. Verwende da als Wert 120 mm/s und stellen den diesen höher, wenn du mit dem Rückzug nicht weiterkommst. Achtung, es kann sein, dass sich dein Drucker nicht schneller bewegt, obwohl du mehr einstellst, dann ist dieser in der Firmware blockiert.
Versuche dann, mit der Temperatur und dem Rückzug mehr zu erreichen
Mache den Test so lange bis du keine oder eine nur geringe Menge an Fäden hast. Der Test kann einige Zeit in Anspruch nehmen, dass diese auch ein wenig Gefühlssache ist.
Publiziert am Dienstag, 13. September 2022



